Detail článku

Víceosé obrábění – optimální směr pro růst průmyslu
MisanČtenářů: 11060
Tehdejší výrobní metody pochopitelně odpovídaly možnostem výrobních zařízení – řešily se složité a přesné přípravky, rozpracované polotovary se pečlivě ustavovaly na stoly či palety strojů, pro obrábění tvarových prvků se využívalo kopírovacích metod a tak by se dalo pokračovat dále.
Důležitým mezníkem se stal příchod číslicového řízení do obráběcích strojů, který nejprve umožnil automatické polohování ve dvou, třech či více osách a později i souvislé řízení lineárních a rotačních os. To vyvolalo potřebu tvorby programů pro správné řízení relativní polohy břitu nástroje vůči obrobku. První programátoři víceosého obrábění dokonale ovládali nejen syntaxi tvořených programů, tedy ISO kód, ale museli být schopni pracovat s matematickým popisem požadovaných tvarů a ploch, který byl následně tabelován a vytvářeny jednotlivé body trajektorie nástroje. Snoubila se zde znalost prostorové deskriptivní geometrie, matematiky, algoritmizace a tím vším se v každém okamžiku prolínaly zkušenosti a znalosti technologické, nebo s projetím každé vytvořené trajektorie jsou spjaty informace o řezné rychlosti a pracovním posuvu.
Dalším mezníkem, který významně ovlivnil proces technologické přípravy výroby, bylo rozšíření softwarových prostředků označovaných souhrnně jako CAM. Vývoj dospěl dnes již do té fáze, kdy CAM software si může dovolit pořídit většina podniků a podnikatelů, u nichž obrábění na číslicově řízených obráběcích strojích představuje jeden ze základních pilí řů výroby. Přesto se relativně často setkáváme s jistou nedůvěrou, bázní a respektem před víceosým obráběním. Základní motivací akce uspořádané společnostmi Misan, t-support a TaeguTec pod názvem Víceosé obrábění bylo předvést širokému spektru posluchačů, včetně těch na průmyslovou praxi se teprve připravujících, že proces od výkresu (či 3D modelu) k finálnímu obrobku lze elegantně zvládnout i u velmi složitých obrobků typu kompresorového kola.
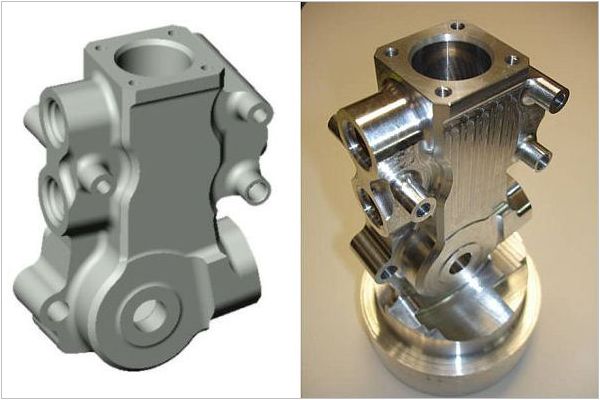 |
| CAM software je při víceosém obrábění nedostižným pomocníkem. |
3+2 nebo souvislé víceosé obrábění
Víceosým obráběním se v rámci výše zmíněného semináře rozumělo vše, co v případě frézky přesahuje tři lineární osy a v případě soustruhu dvě lineární řízené osy. Na úvod je třeba rozlišit souvislé víceosé obrábění a obrábění ve více osách s využitím indexace rotačních os. Celou řadu značně složitých obrobků lze obrobit s využitím indexace rotačních os. Naproti tomu vyskytuje-li se na obrobku obecná prostorová plocha, pak je nejlépe využít souvislého řízení lineárních i rotačních os pro dosažení nejvyšší produktivity při splnění požadavků geometrických tolerancí i integrity povrchu.
Jednou z motivací ukázky obrábění na víceprofesním soustružnickém obráběcím centru Mazak Integrex i300S bylo názorné předvedení jak souvislého řízení v pěti osách (na hlavním soustružnickém vřetenu), tak ukázka základních možností při indexaci rotačních os B a C (na druhém soustružnickém vřetenu). U kompresorového kola byly dále demonstrovány funkce modulu MultiBlade v rámci softwaru GibbsCAM, který programátorům umožňuje řešit problémy a úskalí týkající se cíleně obrábění prostorových lopatek, kanálů a napojení mezi nimi. Posluchači tak mohli na stroji zhlédnout například vysoce produktivní dokončování boků lopatek meridiálním obráběním či optimalizaci drah nástroje v oblasti napojení lopatky na náboj kola.
 |
| Akci nazvanou Víceosé obrábění uspořádaly společnosti Misan, t-support a TaeguTec. |
Programování ve více kanálech
V poslední době jsme svědky značného rozmachu strojů schopných obrábět dvěma či více nástroji simultánně. Typicky se tyto aplikace prosazují u soustružnických strojů se dvěma či třemi revolverovými hlavami a u víceprofesních soustružnických obráběcích center (s horní soustružnicko-frézovací hlavou a spodní revolverovou hlavou). V této souvislosti je třeba pochopitelně řešit problematiku programování těchto strojů s jasným kritériem maximálního využití potenciálu stroje, tedy například simultánní obrábění dvou nástrojů na jednom soustružnickém vřetenu, nebo naopak nezávislé obrábění různých tvarů na každém soustružnickém vřetenu apod.
Je zřejmé, že programování a postprocesing se musejí odehrát ve více kanálech, které musejí být vzájemně synchronizovány minimálně prostřednictvím tzv. čekacích funkcí, kdy posun k dalšímu procesu na jednom vřetenu může nastat až po skončení právě probíhajícího procesu na vřetenu druhém. Nesoulad a jakékoliv nejasnosti v této problematice v prostředí CAMu by měly fatální důsledky při spuštění vygenerovaného programu na stroji. Jedním z témat semináře proto bylo i seznámení se základními pravidly programování a vytváření sekvence procesů v CAMu při vícekanálovém programování.

Víceprofesní soustružnické obráběcí centrum Mazak Integrex i300S.
Základní kinematická uspořádání strojů pro víceosé obrábění
Z hlediska konstrukce strojů pro víceosé obrábění je možné se v praxi setkat s celou řadou kinematických konfigurací uspořádání lineárních a rotačních os na stroji. Každá konfigurace má své výhody a nevýhody, ale také svá opodstatnění ve vztahu k typu a rozměru obrobku a nakonec i k pořizovací ceně stroje. Základní úroveň víceosého stroje lze spatřovat v doplnění běžného tříosého obráběcího centra o přídavnou rotační osu, případně dvojici rotačních os ve formě otočného stolu, resp. sklopného a otočného stolu.
Dostáváme tak řešení značně univerzální, modulární (rotační osu lze kdykoliv s malým úsilím ze stroje sundat a opět nainstalovat) a také cenově výhodné, na druhou stranu je třeba si uvědomit, že přidáváme další osy na standardní tříosou frézku, která k tomu nebyla primárně konstruována. Vyšší (a dražší) stupeň pak představují „čistokrevné“ pětiosé stroje od počátku navrhované pro víceosé obrábění. V oblasti menších skříňových obrobků dominují v dnešní době stroje s tzv. kolébkovým stolem, tedy se dvěma rotačními osami integrovanými do konstrukce spodního lože stroje a s lineárními osami nejčastěji v konfiguraci horního gantry. U velkých obrobků dominují konstrukce s rotačními osami umístěnými na frézovacím vřetenu a nejvýše jednou osou realizovanou obrobkem, což je výhodné s ohledem na značně hmotný polotovar, který tak není třeba polohovat rotačními osami.
Nástroje pro produktivní víceosé obrábění
Korejská firma TaeguTec se prezentovala ucelenou řadou nástrojů pro nejčastější soustružnické i frézovací operace, ale i nástroji cíleně orientovanými na víceosé aplikace, například při výrobě forem a zápustek. Pomyslnou červenou nití linoucí se většinou prezentovaných nástrojů bylo nasazení vyměnitelných břitových destiček s novou povrchovou vrstvou vytvořenou technologií CVD zlatavé barvy označovanou souborně Gold Rush. Vysoce homogenní a hladká povrchová vrstva Gold Rush zajišťuje plynulý odvod třísek po čele nástroje a ve spojení s celou řadou účelově navržených utvařečů třísky zvyšuje produktivitu obrábění při optimálním dělení odcházející třísky.

Ukázky obrábění: turbínové kolo, pyramida (polotovar o průměru 160 mm, materiál 14 220).
Výrobky s vysokou přidanou hodnotou
Výstupem z procesů víceosého obrábění jsou jednoznačně výrobky, u nichž byla při obrábění výrazně zvýšena jejich hodnota. Tato činnost je logicky spojena s hlubokými znalostmi a řemeslným uměním, jehož nositeli byli po několik předchozích generací úspěšní čeští strojaři. Jistě by bylo velkou škodou neusilovat o navázání na jejich odkaz a směřovat český průmysl k výrobě (a montáži) jednoduchých výrobků s využitím na stále ještě nižší ceny lidské práce v porovnání se západní Evropou. Nebojme se tedy složitých víceosých aplikací a využívejme efektivně všech prostředků, které nám v dnešní době nabízejí výrobci a dodavatelé softwarových řešení i samotných výrobních strojů.
Přílohy dokumentu

Ke Vrutici 1795
289 22 Lysá nad Labem
+420 325 551 440
+420 325 551 062
+420 325 552 924
+420 602 311 796 (hotline servis)
lysa@misan.cz